The rising heat loads of high power electronics and the drive towards more compact packaging has changed the mind-set of designers. Liquid cooling is no longer regarded as a risk but rather a necessity. When compared with more traditional air cooled solutions, liquid cold plates offer significant performance advantages, particularly in high power and high heat flux applications.
Columbia-Staver are the go to experts in liquid cooling and offer a comprehensive range of cold plate technologies such as serpentine (tube in plate) designs, gun drilled and multi piece designs that can have enhanced surface areas included in the liquid path.
Columbia-Staver can select the joining method of a multi piece design to suit the design and volume required. Columbia-Staver can offer FSW (Friction Stare Welded) cold plates, vacuum brazed and dip brazed.
Each manufacturing technique has advantages depending on the liquid cold plate design, the manufacturing volume required, the choice of cooling liquid, pressure drop requirements and the financial budget of the customer.
Typical applications
Liquid cold plate solutions are currently deployed in: renewable energy systems, traction systems, medical equipment, IGBT and power semi-conductor systems, lasers, data centres, industrial power applications, defence systems, avionics, fuel cells, battery cooling and many more high power and high heat flux applications.
Technologies
Tube and Plate

Possibly the simplest form of cold plate where a joint free tube is embedded into a copper or aluminium carrier. Dependent on the required thermal performance and the cooling fluid to be used the tube can be copper or stainless steel and can be a simple mechanical (dry) press fit, press fit with a thermal epoxy boundary to eliminate micro voids or soldered in place for maximum thermal performance.
Gun Drilled cold plate
A gun-drilled cold plate is manufactured by drilling a series of holes through the length of an aluminium plate to form multiple flow paths.
For the inlet and outlet fluid path, holes are drilled perpendicular to the main fluid path and then partially plugged to create a continuous coolant path.
These cold plates have the advantage that there are no thermal boundaries and the aluminium plate has had no thermal stress during the manufacturing process so flatness is easier to achieve.
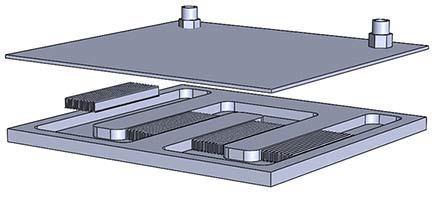
Multi piece designs
Vaccum brazed cold plates, dip brazed cold plates, FSW (Friction Stir Welded) cold plates.

Cold plates that are constructed of two or more layers have the advantage of adding enhancing features directly into the flow path. These features can add surface area and turbulence into the liquid flow to enhance thermal performance.
These cold plates are generally used for high-performance designs that require low thermal resistance, and superior leak-free reliability. They enable designers the greatest flexibility in specifying such criteria as thermal resistance, thermal flow, pressure drop, fluid path, size, shape, material hardness, surface geometry and the ability to mount components on both sides of the plate
The internal features can be created by machining flow guides and fins from the base metal or by introducing high-performance corrugated aluminium-fin. This would be brazed into the liquid cavity below the mounting surface, which is also made of aluminium. The internal fins create turbulence in the coolant to minimize the fluid boundary layer and reduce thermal resistance. The multiple layers can be joined by vacuum brazing, dip brazing or even FSW (Friction Stir welding)
